„Unser Ziel ist eine Durchlaufzeit von nur zwei Wochen“

12.10.2022
Von 14 Wochen zu 14 Tagen: Das Projektteam hinter DiProK will die Durchlaufzeit für Spritzgießteile von der Werkzeugkonstruktion mit Stammformlösungen bis zur Kleinserienfertigung deutlich verringern. Dafür arbeiten im Rahmen des Projektes drei Unternehmen zusammen mit der Wissenschaft an der Umsetzung einer digitalen Spritzgießproduktionskette.
Obwohl es sich beim Spritzgießen um ein gängiges Produktionsverfahren mit einem hohen industriellen Reifegrad handelt, gibt es noch kaum Lösungsansätze für eine effiziente durchgängige Datennutzung entlang der Wertschöpfungskette.
„Deshalb wollen wir im Projekt Lösungen – die zumeist nur in Expertenkreisen bekannt sind – für eine digitale Prozesskette erarbeiten und anhand konkreter Use Cases mit unterschiedlichem Komplexitätsgrad das wirtschaftliche und technologische Potenzial aufzeigen und analysieren. Damit soll die Durchlaufzeit ab Vorlage eines kunststoff- und fertigungsgerecht gestalteten Bauteildatensatzes bis zur Kleinserienfertigung deutlich reduziert werden: Unser Ziel ist eine Durchlaufzeit von nur zwei Wochen“, sagt Georg Steinbichler, Vorstand des Instituts für Polymer-Spritzgießtechnik und Prozessautomatisierung an der Johannes Kepler Universität (JKU) Linz.
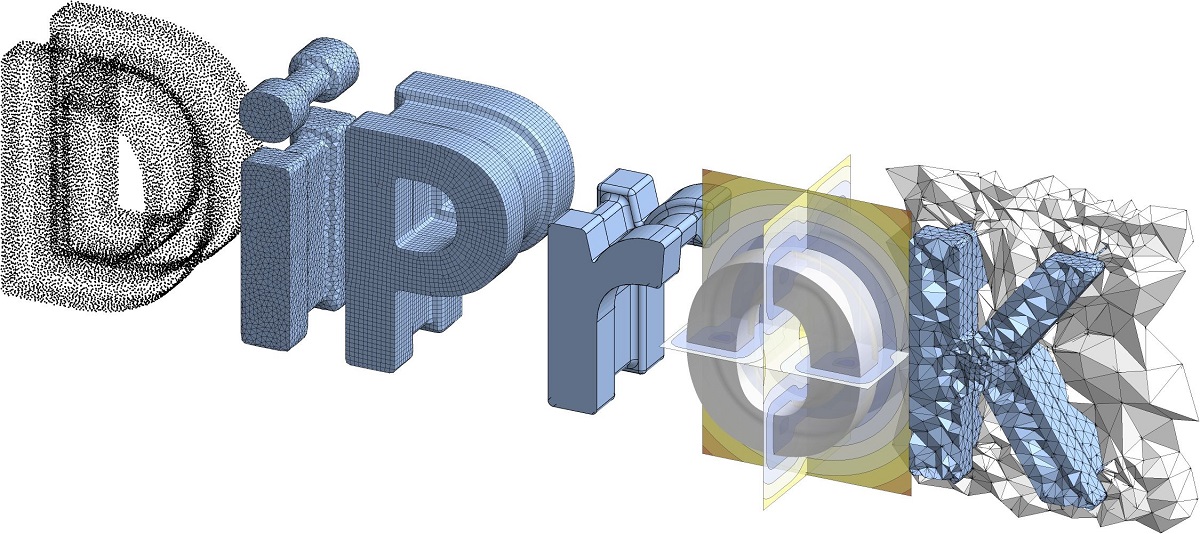
Aussagekräftiges Logo
„Die adäquate Beschreibung von Oberflächen und Volumina ist eine der wichtigsten Grundlagen für die Produktentwicklung, die numerische Prozesssimulation und die Werkzeugbearbeitung“, erklärt Thomas Auzinger, Experte für Computergrafik am Institute of Science and Technology Austria (ISTA).
Er hat die Buchstaben des Projektlogos „DiProK“ als Oberflächen und Volumina in sechs unterschiedlichen Datenformaten im dreidimensionalem Raum abgebildet. Jedes Datenformat hat für gewisse Anwendungen Vor- und Nachteile.
Erster Use Case bereits umgesetzt
Im ersten Projektjahr hat das Forschungsteam gemeinsam mit den Projektpartnern bereits den ersten Anwendungsfall umgesetzt. Dabei wurden die gescannten Freiformflächen einer Apfeloberfläche (STL-Meshgeometrie) mit den Regelflächen einer 3D-Konstruktion einer Getriebe-Abdeckkappe zusammengeführt. Die Herausforderung dabei war die Geometriezusammenführung in Verbindung mit einer Geometriemodifikation zur Einformung des Bauteils in einer einfachen Zweiplatten-Stammform.
„An dieser Stelle sei angemerkt, dass die Komplexität und der Modellierungsaufwand durch Freiformflächen deutlich zunehmen und diese die spätere Auswahl des Dateiformats entscheidend beeinflussen: Die Modellierung von Freiformflächen im STL-Format ist beispielsweise relativ einfach und bietet eine hohe Funktionalität,“ erklärt Alois Pieber, Leiter der Produktentwicklung bei Fischer Sports.
Voreinstelldatensatz für Spritzgießmaschine
„Aus der Simulation der Teilprozesse Plastifizierung der Kunststoffschmelze und Formteilbildung sowie aus Informationen aus einer Materialdatenbank über die Verarbeitung des Kunststoffes und Werkzeugdaten und Daten der Spritzgießmaschine kann ein kompletter Voreinstelldatensatz erstellt werden. Dieser wird dann zur Erstbemusterung des Werkzeuges an die Steuerung der Spritzgießmaschine überspielt“, erläutert Projektleiter Dominik Altmann vom Institut für Polymerspritzgießtechnik und Prozessautomatisierung (IPIM) an der JKU.
Herausforderungen beim Einsatz verschiedener Datenformate
Im Zuge der Werkzeugkonstruktion hat sich abgezeichnet, dass die Standard-CAD-Modellierung, die Begrenzungsflächenmodelle (B-rep) erzeugt, beim Kombinieren verschiedener Dateiformate – z. B. Standard-Werkzeugnormalien im STEP-Dateiformat und Bauteil/Kavität im STL-Dateiformat – an ihre Grenzen stößt. Für eine erfolgreiche Kombination dieser beiden Dateiformate wurde für das Bauteil eine Flächenrückführung in das B-rep-Format vorgenommen. Mit diesem Reverse-Engineering-Verfahren sind mehrere Nachteile verbunden: Zum einen kommt es zu einem Datenverlust, wodurch das Bauteil ungenau wird, zum anderen ist es sehr zeitaufwendig, was wiederum zu hohen Kosten führt.
Erste vielversprechende Ergebnisse
Ausgehend vom kunststoff- und fertigungsgerechten Datensatz des Demoteils erfolgten nach Schwindungszugabe die Ableitung der Geometrie und die Konstruktion der Werkzeugeinsätze mit zwei Kavitäten für den Einbau in eine Stammform. Die beiden Formeinsätze wurden vom Firmenpartner MKW aus Weibern gefertigt. Dafür mussten die vorhandenen STL-Daten in eine STEP-Datei für die mechanische Bearbeitung umgewandelt werden. Der Zusammenbau sowie auch die spätere Werkzeugbemusterung erfolgten in der LIT Factory. Für die Erstbemusterung wurde der zuvor erwähnte Voreinstelldatensatz für die Spritzgießmaschine verwendet. Als Grundlage für die Prozessoptimierung wurden bestehende sowie auch neuartige Softwarelösungen in Verbindung mit neuronalen Netzen (KI) eingesetzt. Zur Qualitätskontrolle der spritzgegossenen Bauteile kam ein Prüfdorn mit den Maßen der Halterung für die Getriebekappe zum Einsatz.
„Erste Ergebnisse waren sehr vielversprechend“, zeigt sich Steinbichler zuversichtlich.
Handlungsempfehlung für die Branche
Für eine nutzenstiftende Wissensweitergabe werden vom Projektteam Handlungsempfehlungen zum Einsatz verschiedener Datenformate und für die Umsetzung der digitalen Prozesskette in der Spritzgießbranche erarbeitet.
Projektpartner
Forschungspartner
- JKU Linz – Institut für Polymer-Spritzgießtechnik und Prozessautomatisierung (IPIM)
- Institute of Science and Technology Austria (ISTA)
- TU Graz – Institut für Fertigungstechnik (IFT)
Das Projekt wird im Programm Collective Research der Österreichischen Forschungsförderungsgesellschaft (FFG) gefördert. Die FFG ist die zentrale nationale Förderorganisation und stärkt Österreichs Innovationskraft.
![]()
Das könnte Sie auch interessieren:


 führten am 9. März durch die Session Industrie & Produktion ©cityfoto.at/Roland Pelzl")

{kind=link}